
A very special kind print substrate
We string them behind cars to send newlyweds on their way. We rummage through supermarket shelves to fish out the ones in perfect condition. And we sometimes use them to collect all the bits and pieces that otherwise clutter up our desks. Some are flawless and shiny, others dented and scratched. We are talking about tin cans, of course – a product that many people would never really associate with a manufacturer of printing presses.
But if we say that we can print on practically anything, then why not also on metal? Cans are encountered in a sheer endless variety of forms: as food cans for tomatoes or olive oil, as spray cans for shaving cream, as resilient containers for paints, as biscuit tins for the Sunday coffee table, as tobacco tins, as children’s toys, as lids for jam jars, as crown caps for beer bottles, and even as chocolate gift tins in a heart shape for those we love the most.
A metal also has many benefits to offer: steel cans can be recycled in full, without loss of quality. Metal packaging provides protection from external influences such as light or moisture, and is strong and shatterproof.
First comes the sheet of metal ...
The process to produce a steel can, referred to in the trade as a three-piece can (comprising a body, base and lid) – as opposed to a two-piece beverage can made from deep-drawn aluminium – begins in the steel mill. Steel strip is rolled to the required thickness, which is between 0.10 and 0.49 mm, depending on the application. The rolled strip is then cut into square sheets. Paper printers would speak of large-format sheets, but the metal decorating branch prefers to let the numbers speak for themselves: up to a maximum of 1,200 mm in width and 1,000 mm in length. A metal sheet can easily weigh 1.5 kg or more.

… then the coating …
The next step involves application of a coating to the cut metal sheets, either in the form of a protective coating or as a clear or white primer. A protective coating for the inside of a can acts as a barrier between the metal and the product. The cans for tinned tomatoes, for example, always have a white coating on the inside. The clear or white primer, on the other hand, serves as a base coating for later colour printing, because metal – unlike paper – is not naturally white. One important criterion is the thickness of the coating, as the aim is to minimise the use of coatings to save costs. The coating must be applied evenly to avoid quality problems later on. After coating, the sheets are fed directly into a drying oven with integrated exhaust air treatment, where they are dried using air that is 200 °C hot.
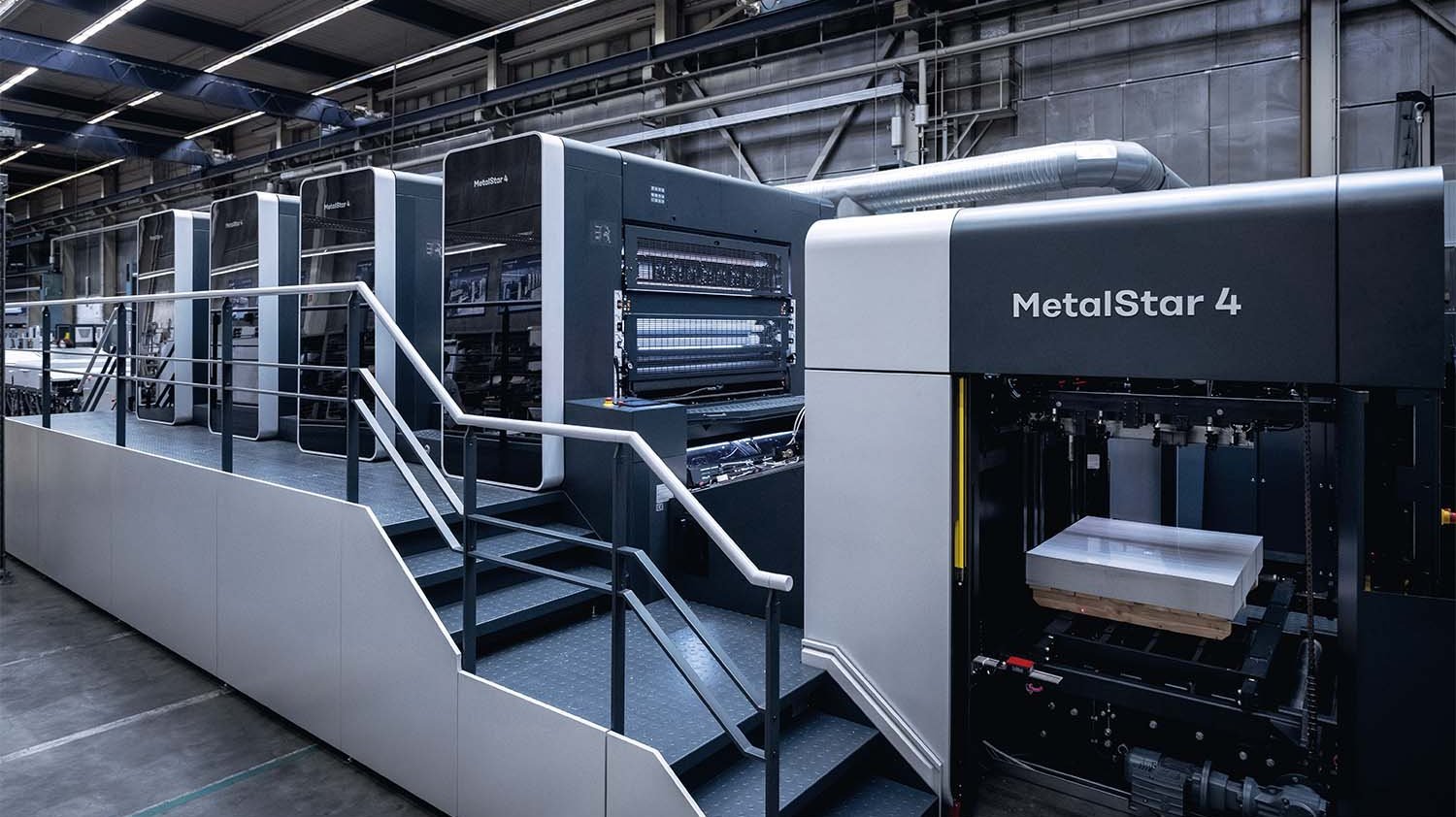
… and finally the print
It is only at this point that the metal sheets can be decorated – the industry term for printing on metal – and thereby assume their final appearance. The demands placed on print quality are high, because the can is effectively the product’s POS packaging – and supermarket customers make their purchase decisions within just fractions of a second. MetalStar and Mailänder metal decorating presses are based on Koenig & Bauer’s Rapida large-format presses. The only real difference compared to paper printing is the hard substrate. Even though the metal sheets are extremely thin, they place very high demands on the robustness of the press. A MetalStar 4 can comprise up to twelve printing and finishing units for special colours and coatings.
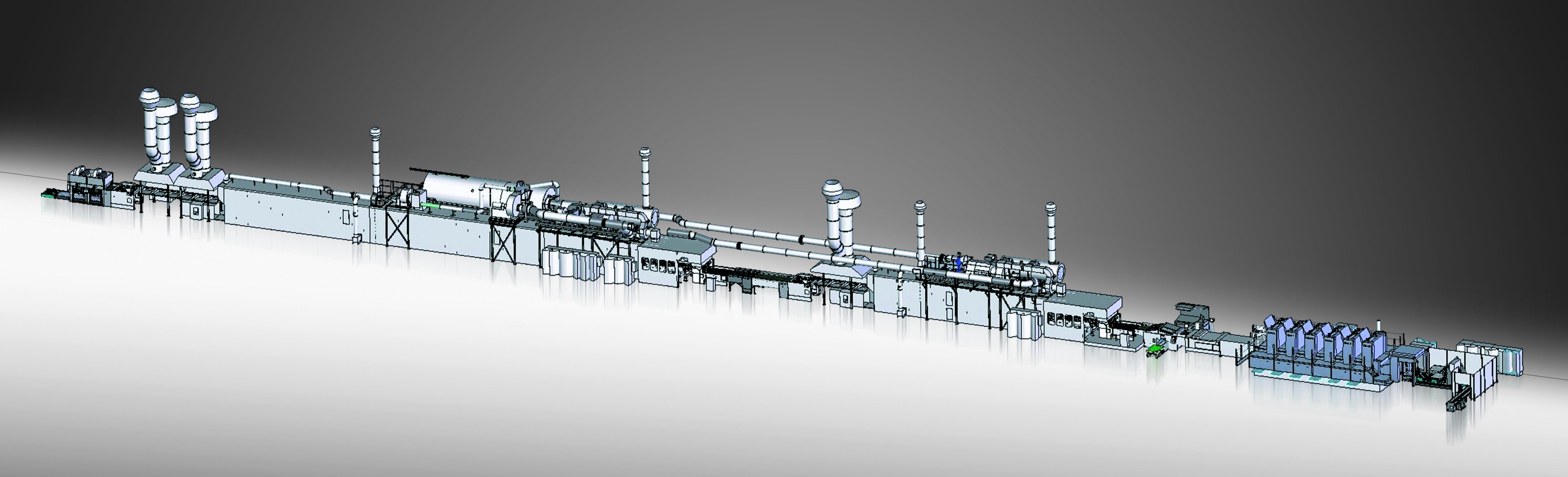
Long, longer, longest: this printing and tandem coating line with thermal drying at a company in Denmark boasts a proud length of 125 metres. A tandem coating line first coats the printed sheets on the top and then on the underside over the course of a single machine pass 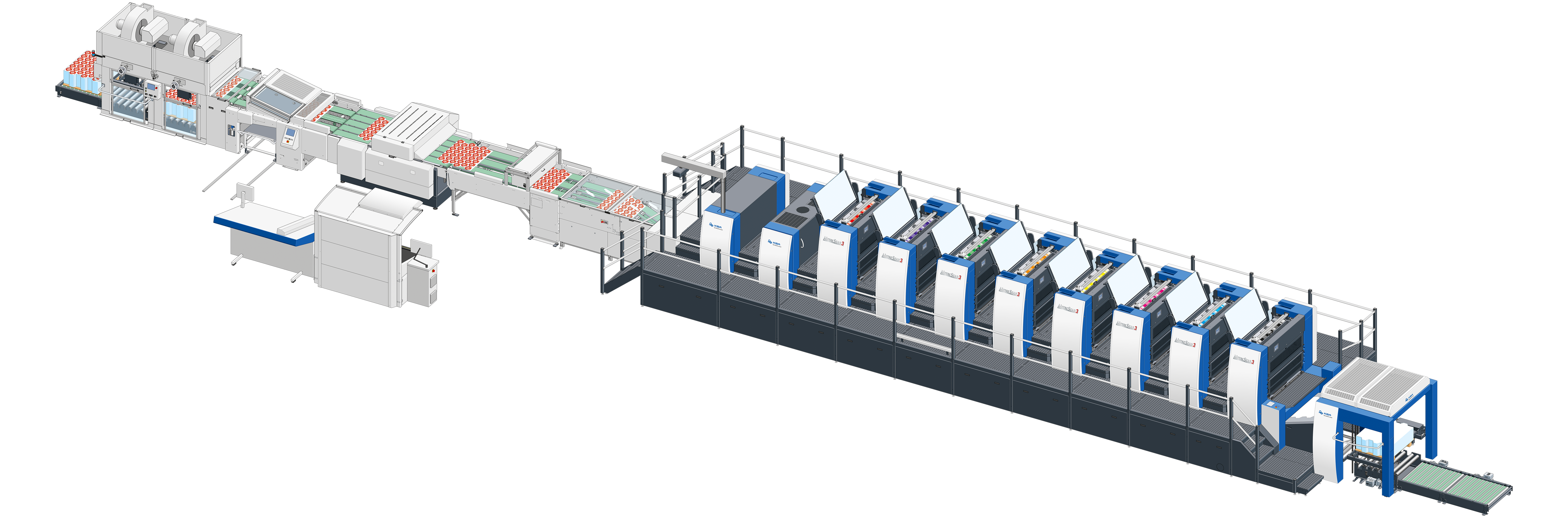
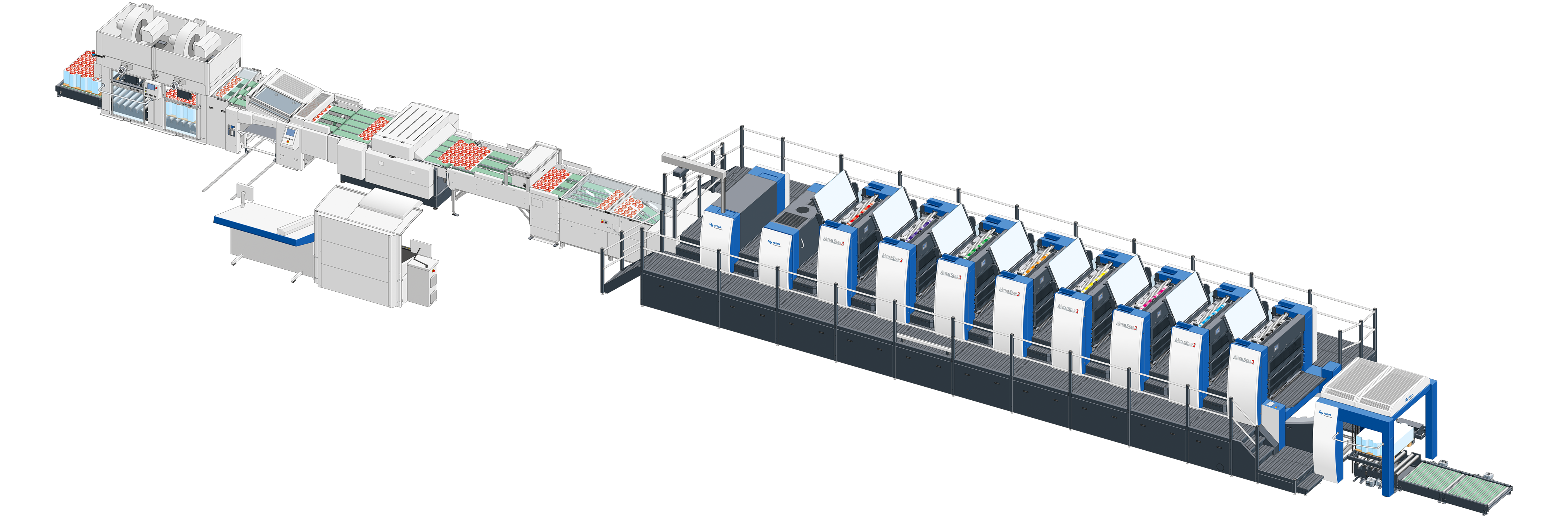
A metal decorating line is significantly longer than a comparable paper printing press. This image shows the eight-colour MetalStar 3 line with additional dryer unit and coater at an Australian company that specialises in the decorating of cans for baby formula powder

To prevent any scratches on the printed sheets, they are given a final coat of varnish in an inline coating machine after the printing process. The fact that the inks are unable to penetrate into the substrate also sets metal decorating apart from other printing processes. They remain as a wet layer on the sheet surface. This requires that the ink is cured with UV interdeck and final dryers, or else dried conventionally using hot air. Conveyor systems carry the sheets along the line. Sample sheet removal stations are used for quality assurance, before the sheet is returned to the stream – after all, a metal sheet is significantly more expensive than a simple paper sheet. At the end of the decorating line, the printed, coated and dried metal sheets are collected in special stacking systems. So too in this case, the main difference compared to paper is the weight.
Before you are able to hold a finished can in your hand, the printed sheets must still be slit or stamped, the individual blanks welded into cylinders (later recognisable by the welding seam down the side) and finally the base and lid need to be flanged to the body at top and bottom. But don’t forget to fill the can first!